
BeamClamp vs. Traditional Methods
BeamClamp is an alternative method to the traditional methods of steel connection which are welding or drilling. The following charts and tables are designed to show the differences in all the methods and to highlight the reasons why BeamClamp is becoming the preffered option for safety, cost and practicality.
 Welding
Welding
Welding steel is a traditional method for joining steel and is an economical way of doing so when this can be done off site in a shop before the steel arrives on site. This is generally the preferred method for most primary steel structures which are fabricated with pre-drilled holes that are then bolted together on site. The main issue with welding is when additional steelwork is required to be connected to the main structure. Welding requires expensive equipment, it requires expensive skilled labour and the quality of the weld is down to the skill of the welder. The connection is also permanent once it is made and does not allow for on site adjustment or for temporary works. If the existing steel has a protective coating such as hot dip galvanising or paint this will need to be removed before the connection can be made, this will then need re-coating afterwards. Welding also creates heat and sparks that can be dangerous in any hazardous environments also meaning that hot work permits need to be applied for and provisions for fire watches post the completion of the work until it cools down.
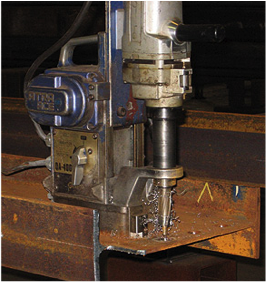 Drilling and Bolting
Drilling and Bolting
Drilling and bolting like welding is a very common and traditional method of joining steel together. This is also economical and easy to do when the steel has been pre-drilled off site and then assembled on site. This is a perfect solution for most primary steel structures where the design allows for off site fabrication. When an unplanned or later addition to the main steel frame is required this becomes more problematic. To drill steel on site this requires heavy duty drilling equipment and power along with skilled labour. When drilling the existing steel it may have a protective coating that needs to be broken and also by inserting holes in to the steel it will mean the integrity of the steel has changed from its original design. Once the holes are made it is also difficult to make fine adjustments on site to the position of the steel without making new holes. Drilling through thick steel sections can become costly and time consuming as standard drilling speeds need to be adhered to and the drill bits themselves wear out quickly and are costly to replace.
BeamClamp vs. Drilling and Welding - Connection Checklist
| Description | Drill or Weld | BeamClamp |
|---|---|---|
| Equipment/Machinery | Yes | No |
| Site Power | Yes | No |
| Permit to Work | Yes | No |
| Skilled Labor | Yes | No |
| Abatement | Yes | No |
| Touch Up | Yes | No |
| Adjustable | No | Yes |
Connection Comparisons vs. Traditional Methods
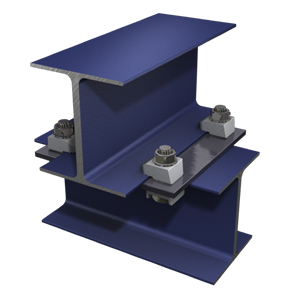 Typical I-Beam to I-Beam Connection at 90 degrees
Typical I-Beam to I-Beam Connection at 90 degrees
The connection opposite is a very common secondary steel connection and has been used to compare our BeamClamp system with the traditional methods of drilling and welding. The site labour rate has been assumed at rates for 2011 and compared with our material costs to the end user for our BeamClamp assemblies as of 2011.
Labor costs
The labor costs within this model have been split into three as follows:
- Engineering (£45 per hour): This is the Engineering required to decide on the connection method
- Skilled on site (£40 per hour): This is for a certified welder or drilling operator
- Un-skilled on site (£26 per hour): This is the labor required to mark the steel, apply for hot work permits or perform the fire watches during and post making the connection
Drilled and Bolted Detail (M20 High tensile bolts)
The below table is based on pre-drilling the holes of the secondary steel member off site and drilling holes in the existing structure to match on site. The bolts will be high tensile grade 8.8 or A470.
| Connection Requirements |
Rate/hr (£) |
Time (hrs) |
Step Cost (£) |
Details of each step |
|---|---|---|---|---|
| Engineering | 45 | 0.5 | 22.5 | Detailing the positions and checking the integrity of the exiting steel after adding holes |
| Drilling time of new steel off site | 45 | 1 | 45 | Based on a flange thickness of 12.5mm and 1/4 hr per hole (see cutting speed rates) |
| Marking of steel | 26 | 0.5 | 13 | The time required to mark the steel on site to ensure alignment with secondary member |
| Site set up | 26 | 0.25 | 6.5 | The time required to access power, get the drilling machine into position |
| Drilling time on site | 45 | 1 | 45 | Based on a flange thickness of 12.5mm and 1/4 hr per hole (see cutting speed rates) |
| Positioning and alignment | 45 | 0.25 | 11.25 | Alignment of Primary and secondary steel holes on site |
| Assembly time | 26 | 0.15 | 3.9 | Very quick to assemble with only four bolts and nuts once steel is aligned |
| Tightening of bolts | 26 | 0.2 | 5.2 | High torques required so allowing for 5 mins per bolt and nut |
| Drill bits | N/A | N/A | 10 | 1 Drill bit allowed for |
| Material costs (bolts) | N/A | N/A | 10 | Four bolts, buts and washers @ £2.5 each |
| Totals | 3.7 | £172.35 |
Welded detail (Fully fillet welded connection to red oxide or galvanised steel)
The below table is based on making a welded connection of a new beam to an existing structure when both the steel sections have a red oxide or hot dip galvanised corrosion protection applied before making it.
| Connection Requirements |
Rate/hr (£) |
Time (hrs) |
Step Cost (£) |
Details of each step |
|---|---|---|---|---|
| Engineering | 45 | 0.25 | 11.25 | Not much design work required apart from highlighting the position and penetration of weld |
| Apply for hot work permit | 26 | 0.5 | 12.5 | The issue time is set at 30 mins which can be much longer |
| Marking of steel | 26 | 0.25 | 10 | The marking of the steel is minimum for a welded connection |
| Site set up | 26 | 0.5 | 20 | Time to move equipment, power cords and get machinery ready |
| Removal of corrosion protection | 45 | 1.0 | 45 | The whole area for the weld needs to be removed by grinding and is time consuming |
| Performing of weld (inc Equip) | 45 | 1.0 | 45 | Alignment of Primary and secondary steel holes on site |
| Fire watch during and post welding process | 26 | 2.0 | 52 | Fire watches can last for long periods of time but this is based on 1 hour post welding |
| Touch up of Galv / Paint | 45 | 0.33 | 14.85 | Replacement of the galv/paint will not be as good as the original finish |
| Totals | 5.83 | £210.60 |
BeamClamp System
The below connection is based on a M20 BeamClamp connection that includes all the BeamClamps, bolts, nuts washers and location plate that are required to make a connection.
| Connection Requirements |
Rate/hr (£) |
Time (hrs) |
Step Cost (£) |
Details of each step |
|---|---|---|---|---|
| Engineering | 45 | 0.25 | 11.25 | The design time is reduced by BeamClamp connection software and engineers |
| Marking of steel | 26 | 0.125 | 3.25 | The marking is reduced as the connection is adjustable |
| Site set up | 26 | 0.25 | 6.5 | The same as a bolted connection |
| Assembly time | 26 | 0.25 | 6.5 | The assembly will be slightly longer than a standard bolted connection |
| Tightening of bolts | 26 | 0.2 | 5.2 | High torques required as with standard bolting so allowing for 5 mins per bolt and nut |
| Material cost | 85 | The cost of the total materials supplied by Kee Safety for a BeamClamp assembly | ||
| Totals | 1.1 | £117.70 |
Other Considerations
- Adjustability, if the steel is not in the correct position it can be adjusted easily
- Guaranteed Factor of Safety without the need for non destructive testing
- No hot work permits required
- No corrosion resistance issues post connection
- No access problems
